

This website uses cookies so that we can provide you with the best user experience possible. Cookie information is stored in your browser and performs functions such as recognising you when you return to our website and helping our team to understand which sections of the website you find most interesting and useful.
Vyhledávání
WHY
High-production speed is one of the key benefits of additive manufacturing. It is an optimal solution when it comes to processing low-volume batches where conventional production process would not pay off. 3D printing can process complex shapes far beyond conventional technology capacities. A complex-shape product can reduce the number of parts needed for the same function. The parts are also environment friendly – an optimized use of material is a major plus in 3D printing as it reduces the amount of material needed, while maintaining good quality of the final product.
HOW
MATCA members can provide a number of additive manufacturing technologies for processing both plastics and metals. At the same time, they are experienced in providing custom 3D printing for long-term partners from various industries. Then they can handle even the most demanding orders.
WHAT
We have an extensive portfolio of technologies, which makes us able to print different types of materials in order to meet your reasonably made demands (in terms of time and costs). We’d like to further this field both within the consortium, and outside it, and we are not being afraid of tackling any problem, no matter how complex a solution it requires.
Example: Models and demonstrators
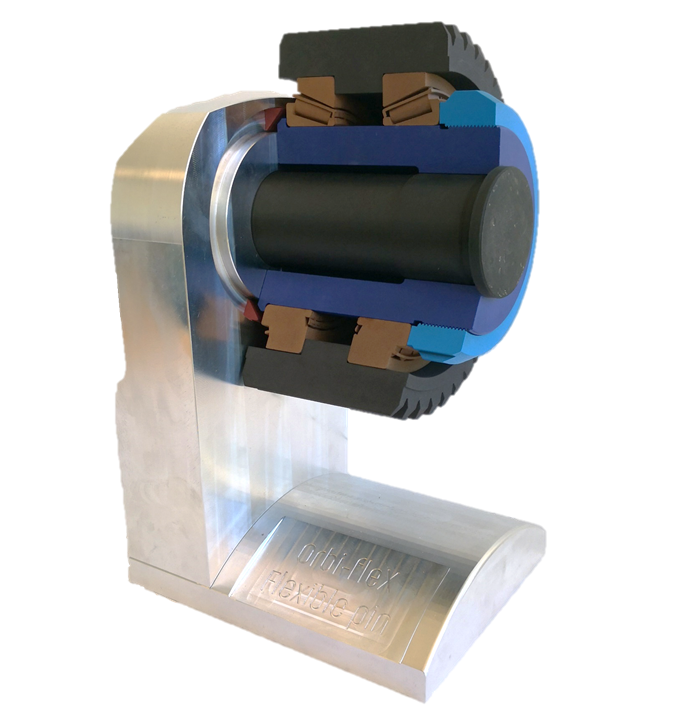
Distribution of axial forces
An industrial partner asked us to provide a model, showing the distribution of axial forces in a rotational part of a new technology. This demonstrator is now on display at manufacturer’s showrooms, and is used by his representatives at trade fairs.
Colour samples
Putting different colours to distinguish different parts of the product has resulted in preparing different kinds of samples. Samples can also be used when selecting the contour of the final product. The product (left) was manufactured with the Stratasys J750 machine.
A see-through torso model
Using material jetting, we can make different colour designations of individual parts of the final product, and make see-through models. This can be used, for example, when making a 3D model of the human torso. See-through layers can also be made using the DLP and FDM technologies.
Do you have any questions?
The range of analytical methods available in the NCC for MATCA is too extensive to be fully outlined here. If you have any questions concerning a specific application, don’t hesitate to contact us.
Related technologies
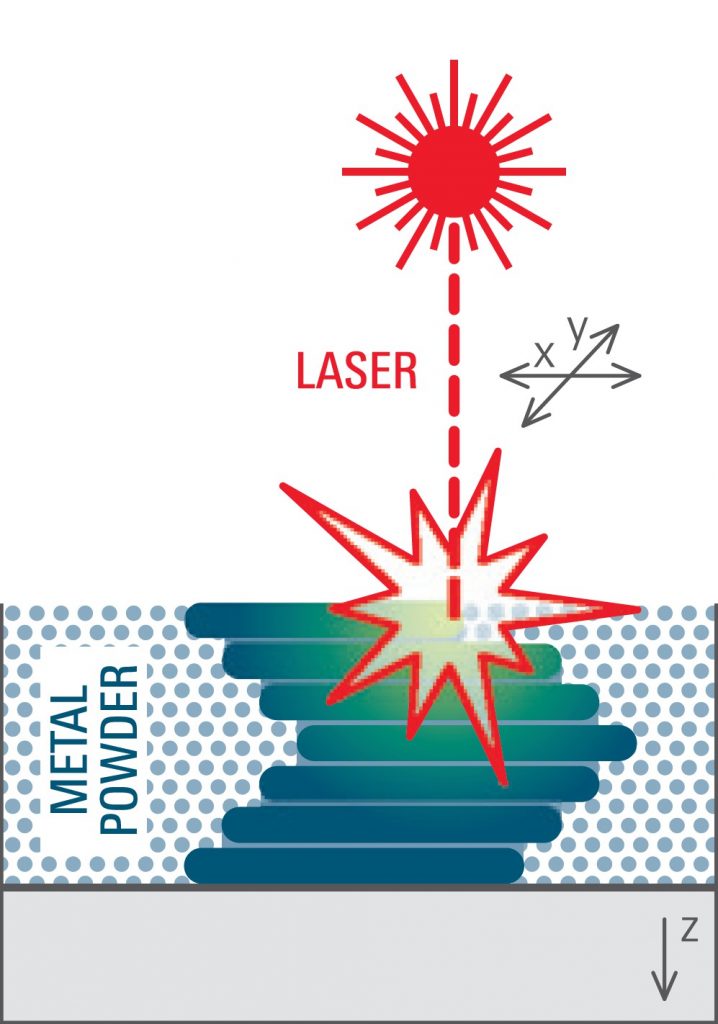
Selective Laser Melting (SLM)
Selective laser melting is a production method which is similar to SLS and focuses on the processing of powdered metallic materials. The method uses the laser to directly melt the metallic powder located in areas that are defined by the shape of manufactured part’s layer. As soon as one layer is complete, the printing platform lowers by one printing layer, and another layer is applied, and the entire process repeats itself till the whole part is complete. More >>
Machines in the consortium: TruPrint 1000, SLM 280HL, EOS M290
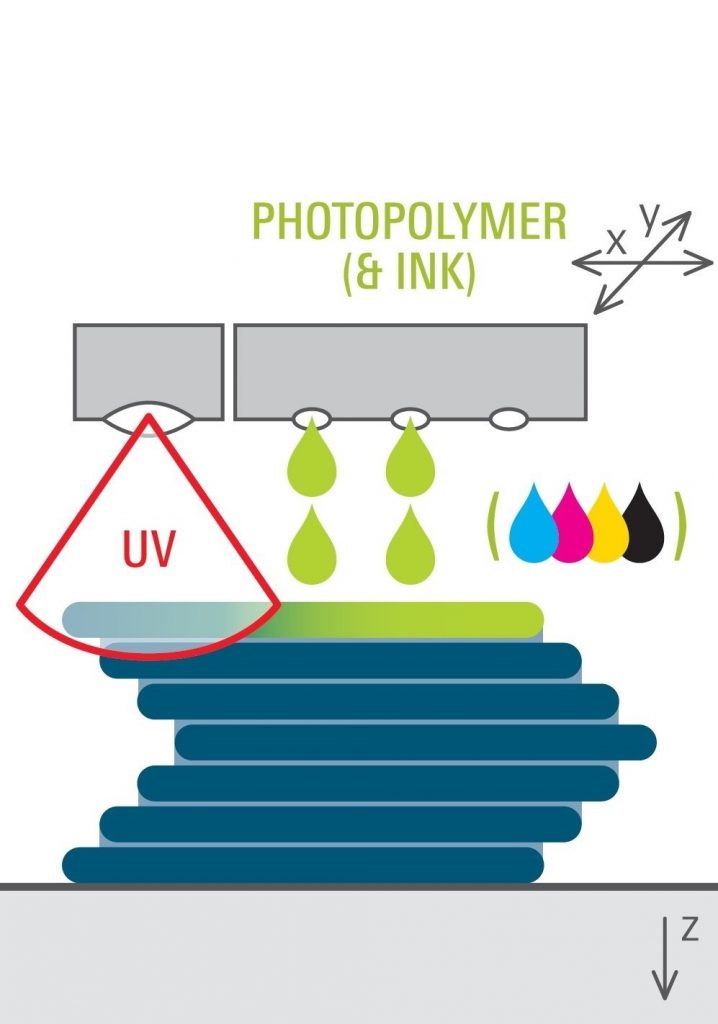
Material Jetting (MJ)
Material jetting is one of the fastest and most precise 3D printing technologies. The parts here are created by applying photopolymer drops, which are subsequently hardened using an UV radiation source. The printer can apply the material from several print heads simultaneously, enabling multi-colour or multi-material printing at the same time. The entire process is repeated layer-by-layer until the whole part is complete. More >>
Machines in the consortium:
Stratasys Objet 500 Connex1
Stratasys Objet J750
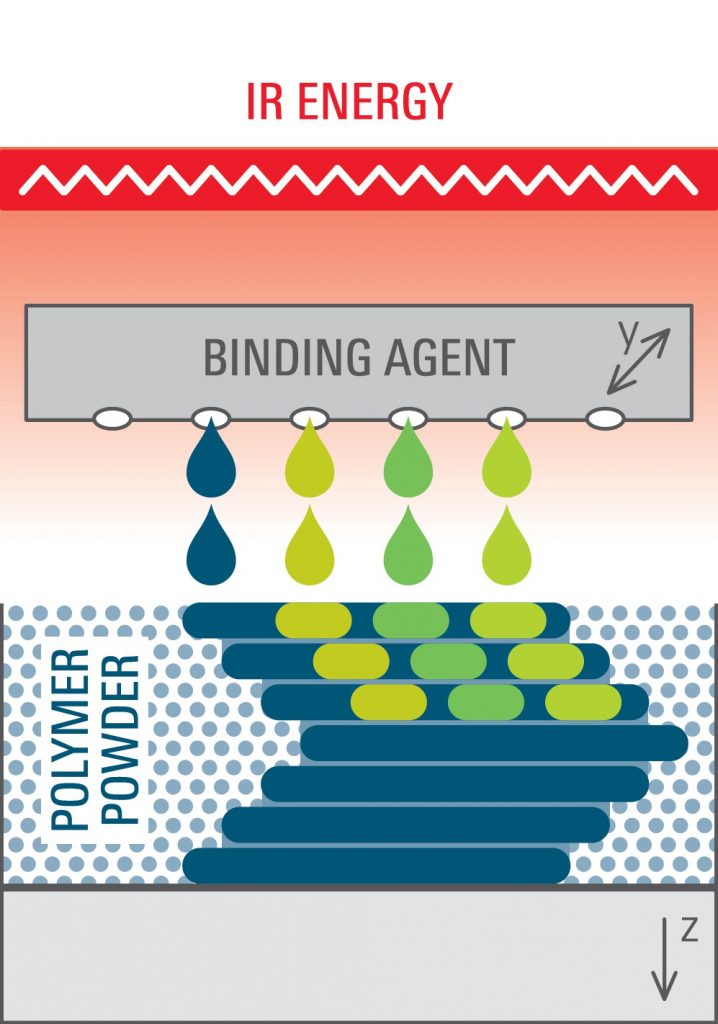
Multi Jet Fusion (MJF)
The printing process consists in the application of a glue (a binding agent) on the layer of plastic powder in areas defined by the shape of the manufactured part. The agent enhances the absorption of the IR radiation, causing the powder on the locations sinter. The benefit of the technology is the speed of production of highly rigid parts. They can be used as functional mechanical parts unlike the products of other 3D plastic printing technologies. More >>
Machines in the consortium:
HP Jet Fusion 3D 4200
Related services
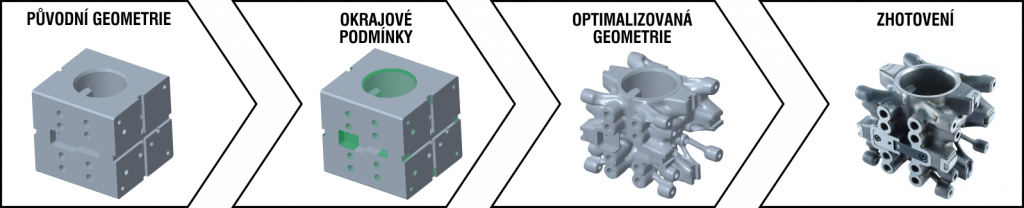
Topological optimization
Topological optimization enables us to achieve a more efficient use of material under mechanical load and use it only where you really needed it.
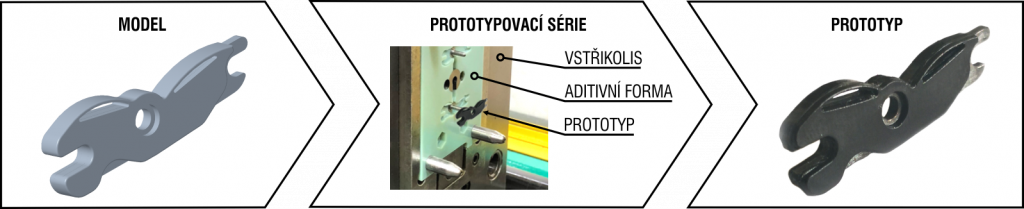
Rapid prototyping
Do you want to try how a part on paper will work in practice? Rapid prototyping will deliver you your part even today.
Schematic images of 3D printing technologies are used with the permission of Prof. Steffen Ritter.